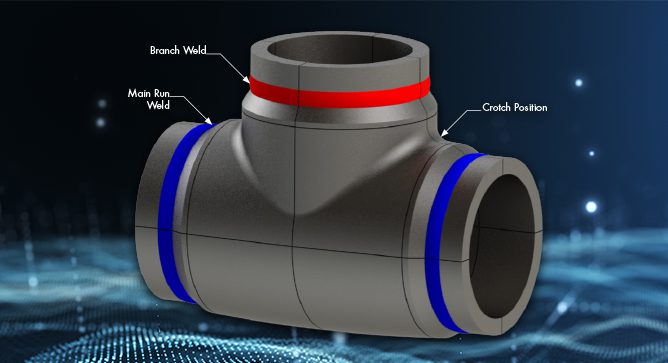
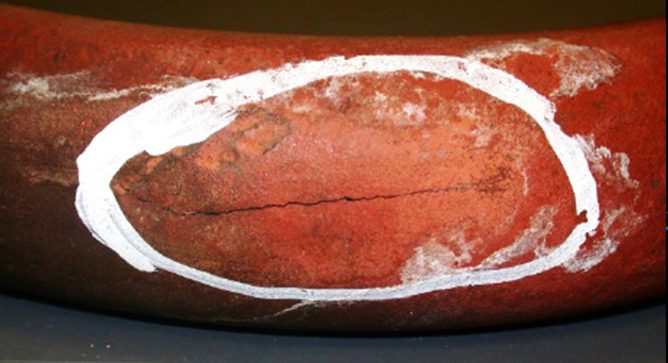
Leaks in High Energy Piping Tees
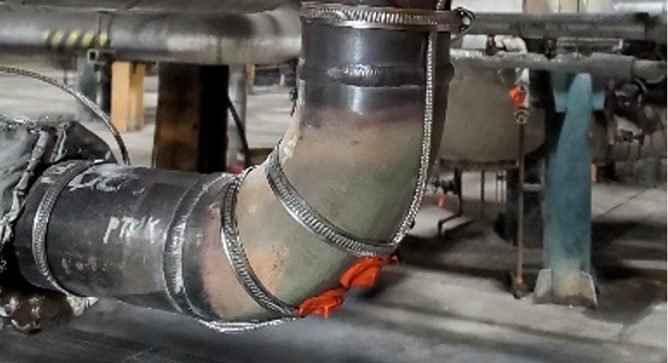
By Kane Riggenbach and Eric Jones Background The power generation industry has seen an increasing

By Kane Riggenbach and Eric Jones Background The power generation industry has seen an increasing
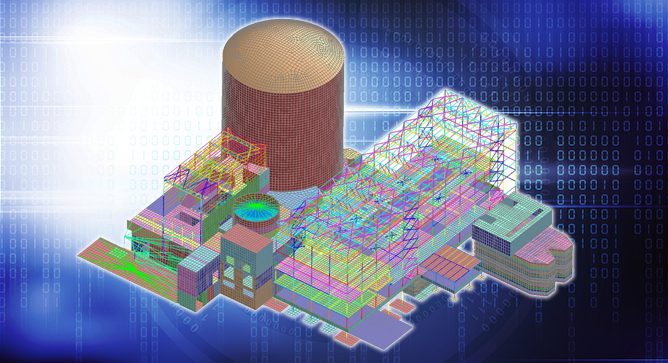
By Julio Garcia, PhD, PE Abstract Continued advances in the fields of structural and geotechnical

By: Jason Van Velsor and Jeff Milligan At SI, we regularly combine advanced NDE inspections

The next issue of Structural Integrity’s bi-annual technical magazine, News and Views, is now available.
Strain-Induced Precipitation Hardening, also known as SIPH, is a commonly misinterpreted boiler tube failure mechanism

By: Terry Totemeier A client recently ordered a Type 316 stainless steel pipe coupling fitting
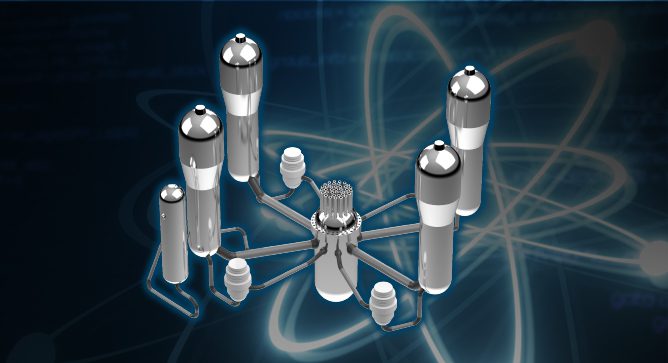
IN PRESSURIZED WATER REACTOR (PWR) COOLANT SYSTEMS By: John Hayden and Jason Van Velsor The
Traditional nondestructive examination (NDE) activities are planned based on hours of service, number of load

By: Scott Riccardella, Owen Malinowski and Chris Tipple Several pipeline operators have established pilot demonstration

CIRCUMFERENTIAL THERMAL FATIGUE IN CONVENTIONAL WATERWALL TUBES By: Wendy Weiss Circumferential Thermal Fatigue damage in