News & Views, Volume 46 | Application of Probabilistic Flaw Tolerance Evaluation Optimizing NDE Inspection Requirements
By: Christopher Lohse
 There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI. The ultimate objective of these initiatives is to optimize the examination requirements (through examination frequency reduction, examination scope reduction, or both) while maintaining safe and reliable plant operation. There are various examples of examination optimization for both boiling water reactors (BWRs) and pressurized water reactors (PWRs). Each of these technical bases for examination optimization relies on a combination of items. The prior technical bases have relied on: (1) operating experience and prior examination results as well as (2) some form of deterministic and/or probabilistic fracture mechanics. For BWRs, the two main technical bases that are used are BWRVIP-05 and BWRVIP-108. These technical bases provide the justification for scope reduction for RPV circumferential welds, nozzle-to-shell welds, and nozzle inner radius sections. For PWRs, the main technical basis for RPV welds is WCAP-16168. These technical bases are for the RPV welds of BWRs and PWRs which represent just a small subset of the examinations required by the ASME Code, Section XI. Therefore, the industry is evaluating whether technical bases can be optimized for other components requiring examinations.
There have been several industry initiatives to support optimization of examination requirements for various items/components (both Class 1 and Class 2 components) in lieu of the requirements in the ASME Code, Section XI. The ultimate objective of these initiatives is to optimize the examination requirements (through examination frequency reduction, examination scope reduction, or both) while maintaining safe and reliable plant operation. There are various examples of examination optimization for both boiling water reactors (BWRs) and pressurized water reactors (PWRs). Each of these technical bases for examination optimization relies on a combination of items. The prior technical bases have relied on: (1) operating experience and prior examination results as well as (2) some form of deterministic and/or probabilistic fracture mechanics. For BWRs, the two main technical bases that are used are BWRVIP-05 and BWRVIP-108. These technical bases provide the justification for scope reduction for RPV circumferential welds, nozzle-to-shell welds, and nozzle inner radius sections. For PWRs, the main technical basis for RPV welds is WCAP-16168. These technical bases are for the RPV welds of BWRs and PWRs which represent just a small subset of the examinations required by the ASME Code, Section XI. Therefore, the industry is evaluating whether technical bases can be optimized for other components requiring examinations.

 Nuclear power plants around the world are approaching the end of their original 40-year design life.
Nuclear power plants around the world are approaching the end of their original 40-year design life.
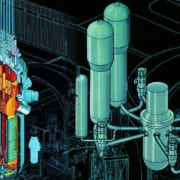
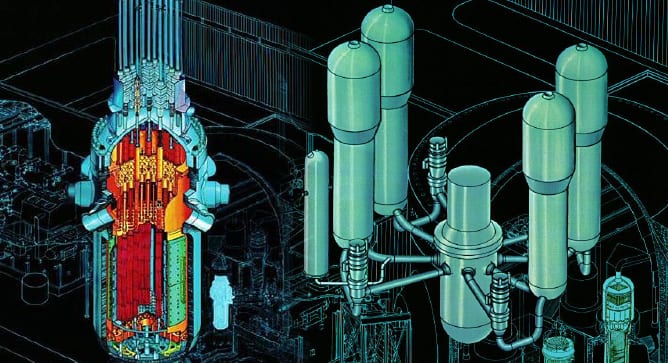
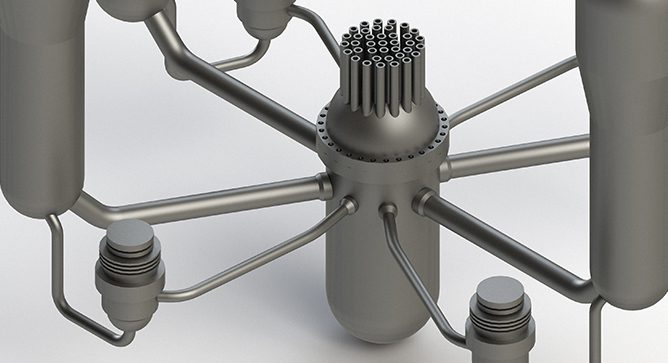
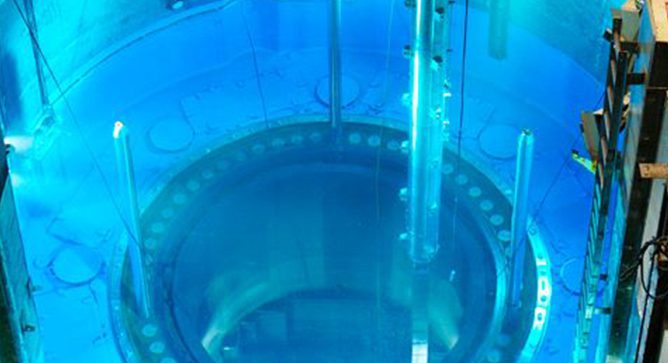
 As part of the general design criteria for nuclear power plants, the primary structures and systems of the plant must be designed to handle postulated accident events, including the dynamic effects of postulated pipe ruptures. For a Boiling Water Reactor, analyzed events include various accident conditions in the recirculation piping, including a Loss of Coolant Accident (LOCA). One postulated LOCA event is assumed to be an instantaneous double-ended guillotine break of the recirculation line. This event causes several loads to be imparted on the reactor vessel, attached piping, and reactor internal components. [Some loads such as jet impingement, annulus pressurization, and pipe whip impart loads on the outside of the reactor vessel and the attached piping.][ Other loads, including flow-induced drag and acoustic loads, transmit loads inside the vessel on critical components such as jet pumps, core shroud, and the shroud support structure.] Figure 1 shows the pipe and resulting loads.
As part of the general design criteria for nuclear power plants, the primary structures and systems of the plant must be designed to handle postulated accident events, including the dynamic effects of postulated pipe ruptures. For a Boiling Water Reactor, analyzed events include various accident conditions in the recirculation piping, including a Loss of Coolant Accident (LOCA). One postulated LOCA event is assumed to be an instantaneous double-ended guillotine break of the recirculation line. This event causes several loads to be imparted on the reactor vessel, attached piping, and reactor internal components. [Some loads such as jet impingement, annulus pressurization, and pipe whip impart loads on the outside of the reactor vessel and the attached piping.][ Other loads, including flow-induced drag and acoustic loads, transmit loads inside the vessel on critical components such as jet pumps, core shroud, and the shroud support structure.] Figure 1 shows the pipe and resulting loads.


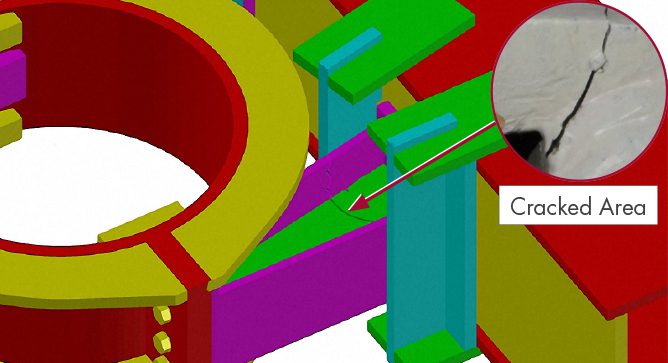

 Determining a course of action once in-service damage is discovered often requires applying a multi-disciplinary approach that utilizes Nondestructive Examination (NDE), analytical techniques such as stress analysis, and metallurgical lab examination.
Determining a course of action once in-service damage is discovered often requires applying a multi-disciplinary approach that utilizes Nondestructive Examination (NDE), analytical techniques such as stress analysis, and metallurgical lab examination.
 While the 2018 Spring outage season is mostly behind us, we all know a key element in being able to provide safe, reliable, clean and economic power to energy consumers is how successfully plant outages are accomplished.
While the 2018 Spring outage season is mostly behind us, we all know a key element in being able to provide safe, reliable, clean and economic power to energy consumers is how successfully plant outages are accomplished. 
 As all of us who work with nuclear energy know the US nuclear industry is engaged in a multi-year effort to generate power more efficiently, economically and safely. A key goal includes a significant reduction in operating expenses. This initiative is termed “Delivering the Nuclear Promise” (DNP) and is supported by nuclear utilities, vendors such as Structural Integrity, the Nuclear Energy Institute (NEI), Institute
As all of us who work with nuclear energy know the US nuclear industry is engaged in a multi-year effort to generate power more efficiently, economically and safely. A key goal includes a significant reduction in operating expenses. This initiative is termed “Delivering the Nuclear Promise” (DNP) and is supported by nuclear utilities, vendors such as Structural Integrity, the Nuclear Energy Institute (NEI), Institute 