

MATERIALS LABORATORY CASE STUDY 1 THE PROBLEM A small metallic particle that had contaminated a
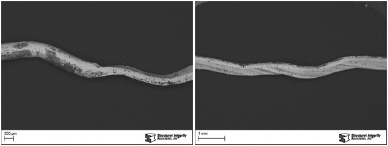
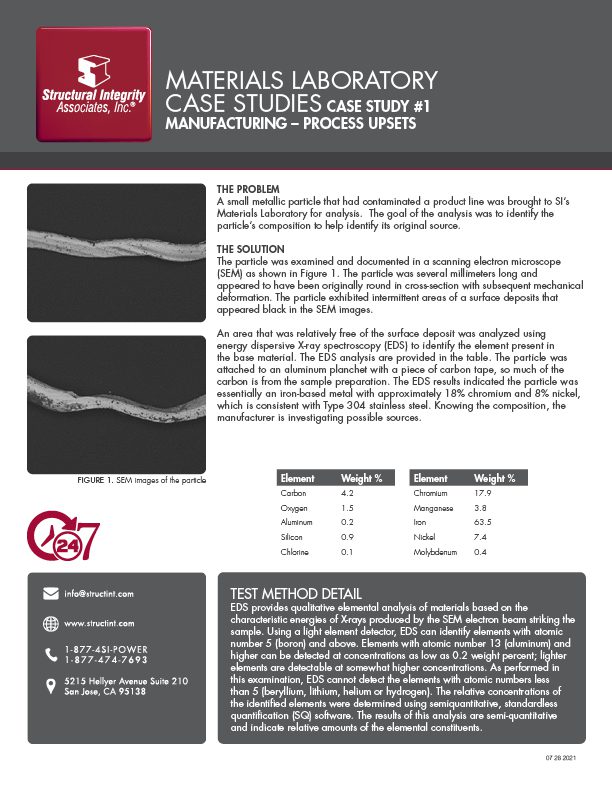
A small metallic particle that had contaminated a product line was brought to SI’s Materials

By: Wendy Weiss Soot blower erosion (SBE) is caused by mechanical removal of tube material
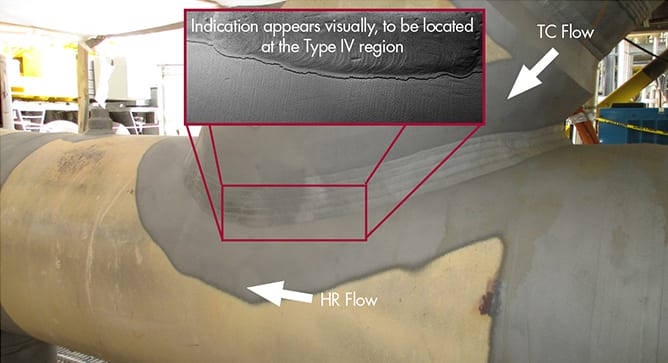
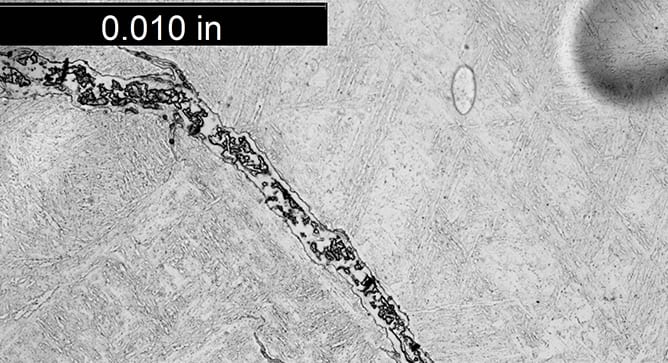
By: Ben Ruchte Fabricated branch connections represent a common industry issue in combined cycle plants.

By: Jason Van Velsor and Jeff Milligan Our talented experts, using the latest technology and
By: Wendy Weiss and Terry Totemeier Structural Integrity (SI) personnel visited a power plant construction

By: Ben Ruchte, Steve Gressler, and Clark McDonald Properly inspecting plant piping and components for

It is well known that conventional coal-fired utility boilers are cycling more today than they

By: Wendy Weiss Superheater/reheater fireside corrosion is also known as coal ash corrosion in coal