

At Structural Integrity’s Metallurgical Laboratory Failure Analysis Is Valuable Because Failure Prevention Is Critical






Structural Integrity’s metallurgical laboratory delivers clear, consistent, and accurate information to support a comprehensive understanding of your materials issues.
PRECISION
ACCURACY
Our Material Science team has over 100 combined years of experience in performing materials analyses related to power and industrial systems and components. This experience contributes directly to the ability to provide accurate results when identifying metal and component damage mechanisms and causative factors.

INTEGRATED
SUPPORT
SI’s Materials services are enhanced by SI’s broader corporate experience related to power plants and general industry, which includes extensive design and manufacturing knowledge, stress analysis and modeling services, and non-destructive testing expertise. SI’s team approach can be easily leveraged to provide multi-faceted failure analysis and engineering services.

VALUABLE
INSIGHTS
When the risk of ongoing or repetitive failures is not acceptable, getting to the root of the problem is critical. SI has the capability to understand our clients’ problems, and the desire to provide value in the form of meaningful recommendations on serviceability, operational improvement, material selection, and failure avoidance.

COMPREHENSIVE CAPABILITIES
Quality, Cost-Effective Results for Any Size Project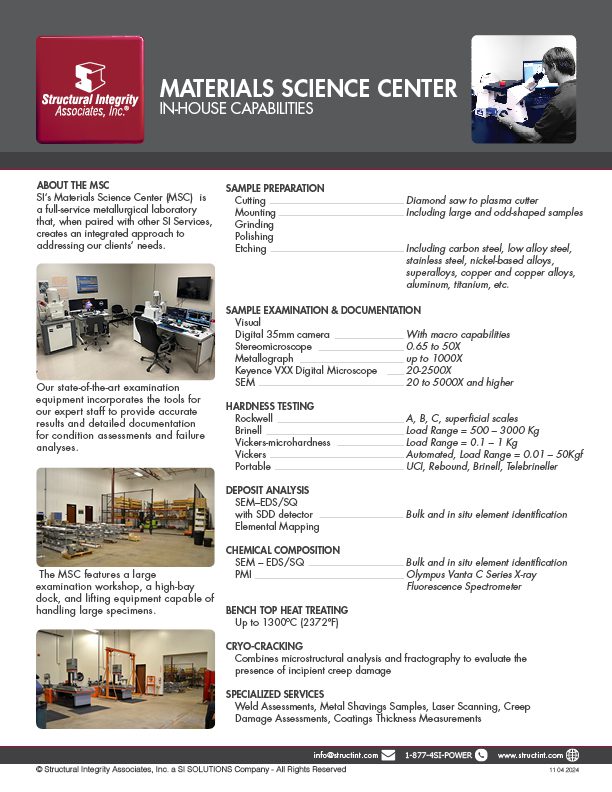
Whether it be failure analysis, condition assessment, NDE verification, on-site activities, or need custom techniques and equipment developed. For any situation involving material property characterization, Structural Integrity has an experienced group of materials specialists, and a full-service metallurgical testing laboratory that can perform any number of chemical, mechanical, or specially designed tests to address specific circumstances or in-service degradation. READ MORE
DAMAGE MECHANISMS
Prevent Reoccurring Failures
Proactively analyzing components to assess current condition (as part of overall asset management functions) or to identify failure modes and causes is helpful for business planning, addressing safety concerns, and implementing technical changes helping to reduce and eliminate future failures.
EDUCATIONAL VIDEOS
Quality, Cost-Effective Results for Any Size Project


![]()
![]()
RELATED MATERIALS
Featured Articles









Metallurgical Laboratory Product & Services Information
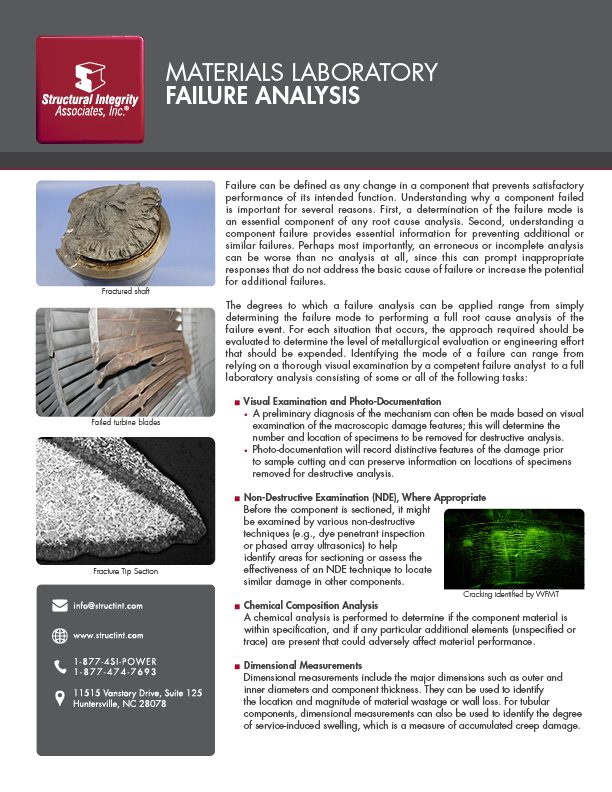
Failure Analysis
SI Overview

Metallurgy Laboratory Services & Failure Analyses
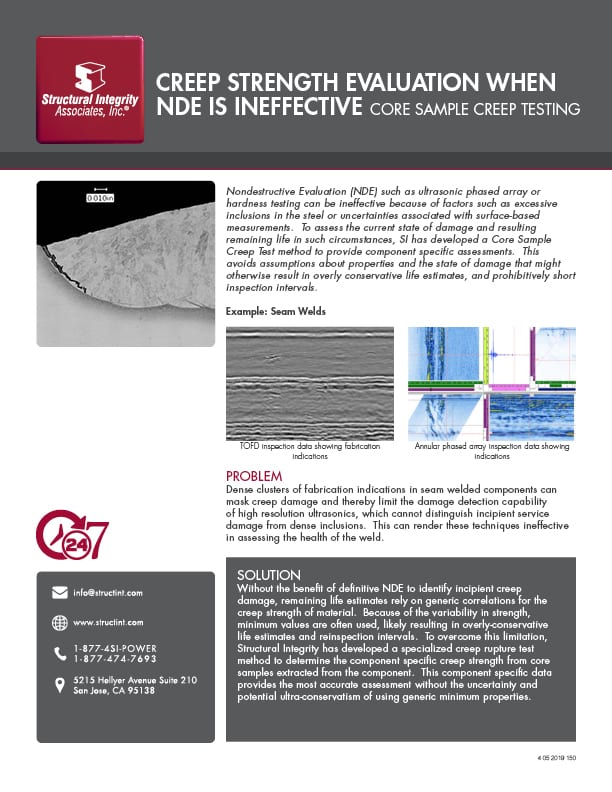
Creep Strength Evaluation When NDE Is Ineffective Core Sample Creep Testing
In-house Materials Laboratory Capabilities
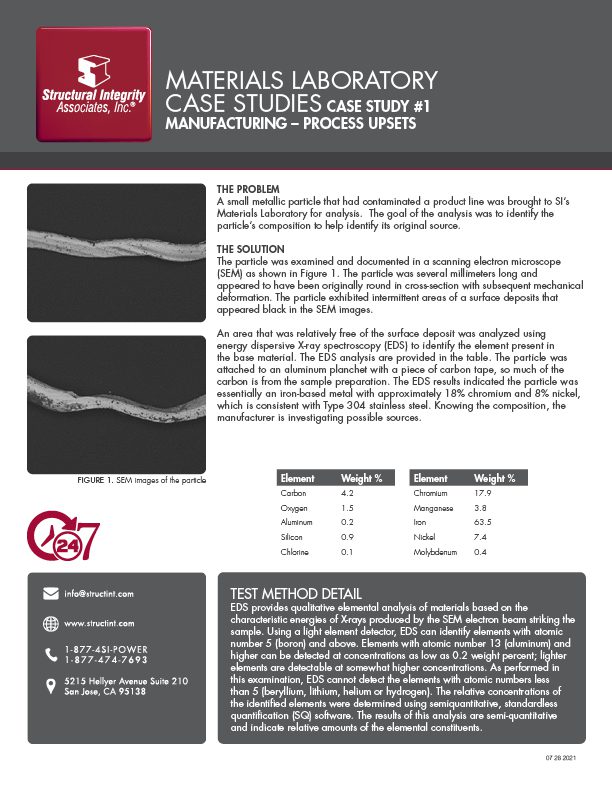
Materials Laboratory Case Study 1 | Manufacturing – Process Upsets
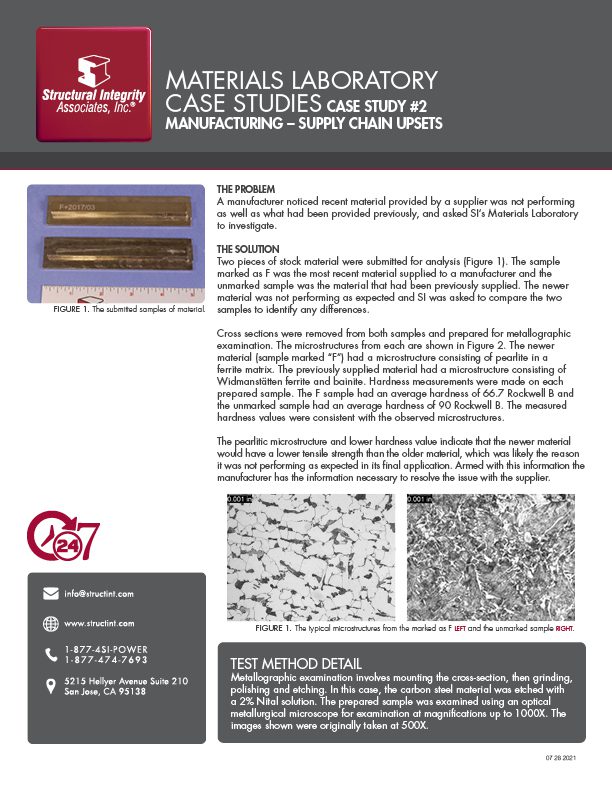
Materials Laboratory Case Study 2 | Manufacturing – Supply Chain Upsets

Materials Laboratory Case Study 3 | Infrastructure Upgrades – Material Verification
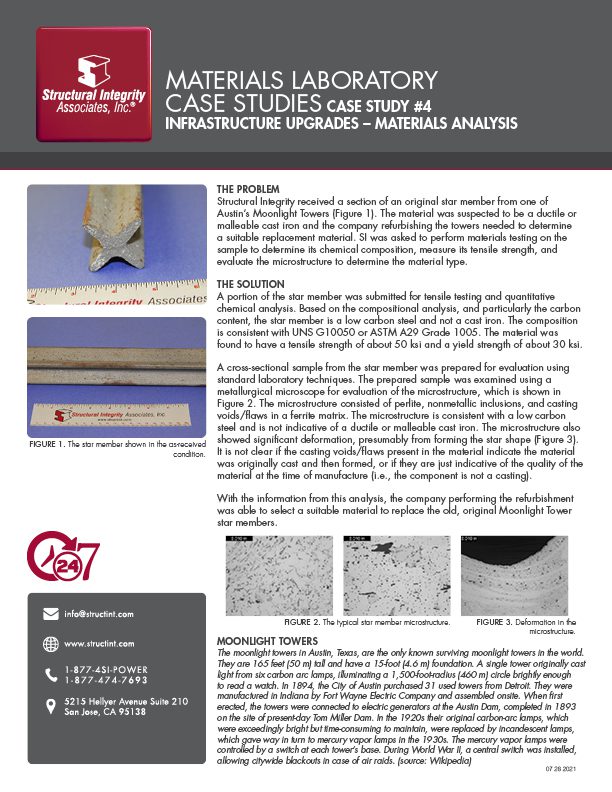
Materials Laboratory Case Study 4 | Infrastructure Upgrades – Materials Analysis
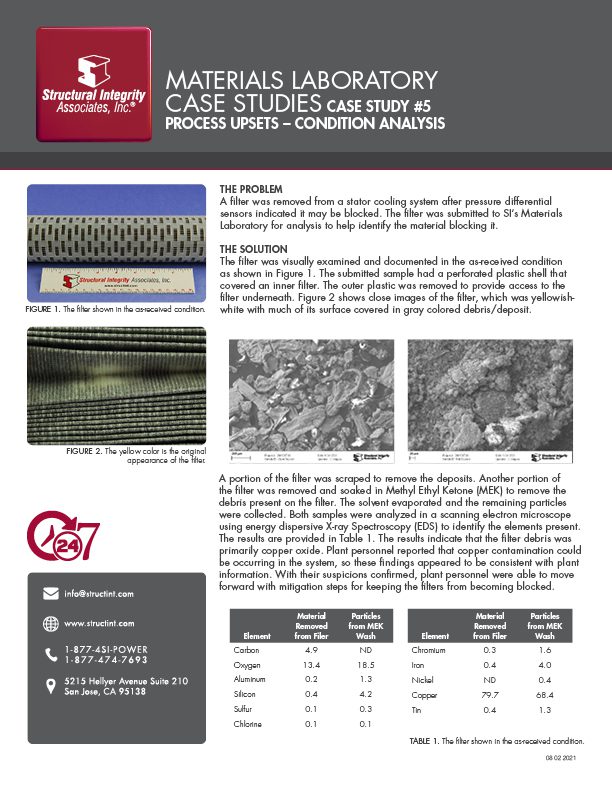
Materials Laboratory Case Study 5 | Process Upsets – Condition Analysis
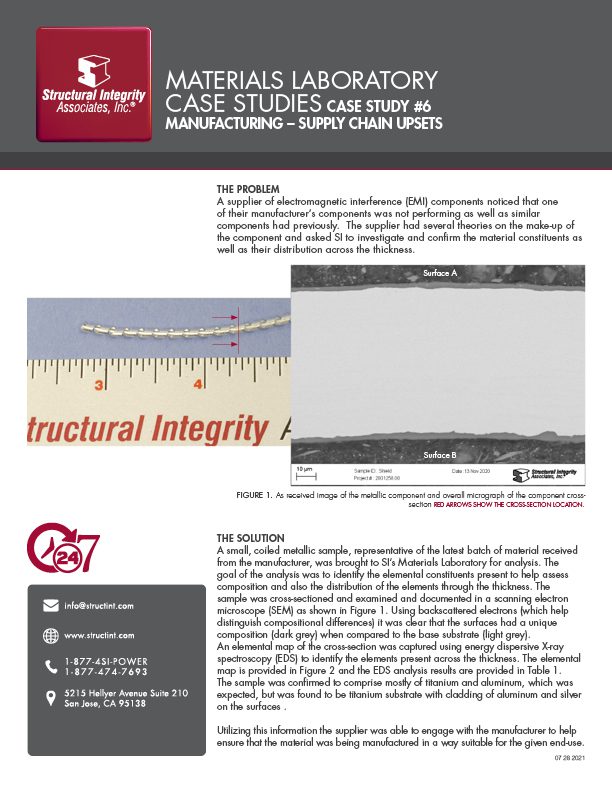
Materials Laboratory Case Study 6 | Manufacturing – Supply Chain Upsets
SIGN UP FOR OUR NEWSLETTER
*Join the conversation. Sign up to receive emails, events, and latest information!
1-877-4SI-POWER
(1-877-474-7693)
