Reducing Vibration-Induced Stress in Small-bore Piping Using Damped Support Systems
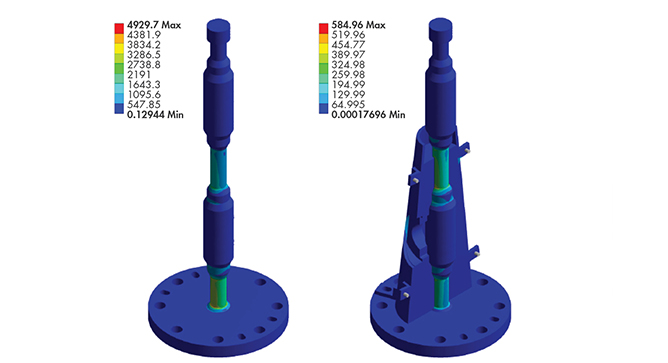
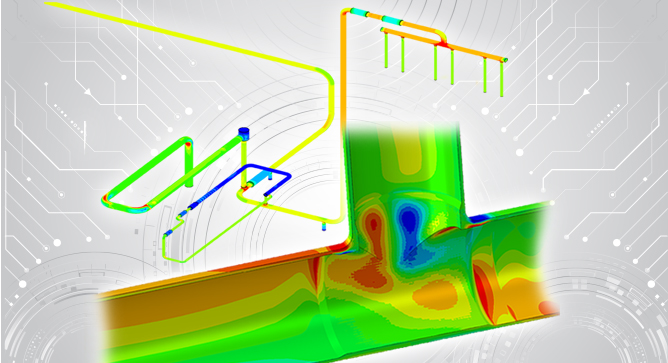
By: Ashkan Nejad, Ph.D. and Andy Crompton, PE INTRODUCTIONSmall-bore piping continues to be a common

By: Ashkan Nejad, Ph.D. and Andy Crompton, PE INTRODUCTIONSmall-bore piping continues to be a common

By: Pat Gannon and Warner Weber INTRODUCTIONIn nuclear power plants, internal linings and coatings help

SIA’s Holistic Approach to Rotor Life Assessments Structural Integrity Associates validated automated PAUT to achieve

By: John Svet, PE and Grant Wu, PE INTRODUCTIONBattery Energy Storage Systems (BESS) are rechargeable

The cover of this issue features a longstanding inspection challenge in nuclear power: achieving full

February 2, 2026 SI Solutions, LLC Acquires Radiological Solutions, Inc., Adds to Nuclear Energy Capabilities

Expanding leadership to strengthen relationships and provide unmatched engineering services to energy and infrastructure clients.

Expanding enterprise-wide engineering leadership to support company-wide growth and deliver solutions for a rapidly evolving
By: Eric Jones and Matt Dowling High Energy Piping (HEP) programs help ensure safe and
By: Curtis Strauss and Isaac Hall SI was engaged to design, install, and commission a