
Drone Inspections
SI EXPANDED CAPABILITIES By: Jason Van Velsor and Robert Chambers Structural Integrity (SI) has recently

SI EXPANDED CAPABILITIES By: Jason Van Velsor and Robert Chambers Structural Integrity (SI) has recently
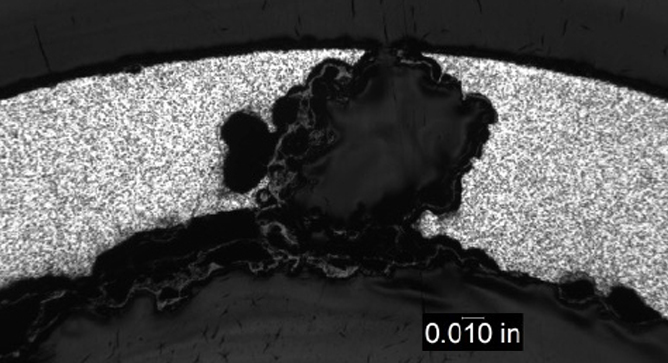
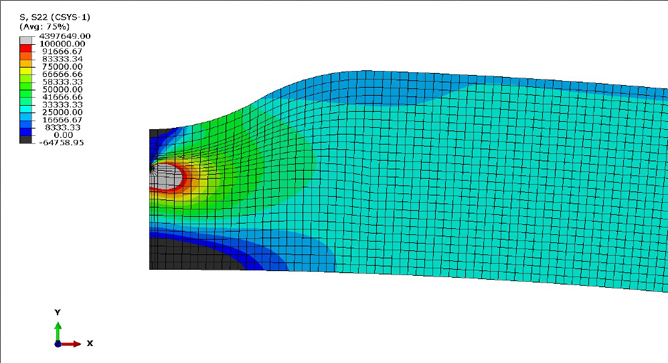
PITTING CORROSION IN CONVENTIONAL FOSSIL BOILERS AND COMBINED CYCLE/HRSGS By: Wendy Weiss Pitting is a

STREAMLINING REQUALIFICATION OF HEAVY LIFT EQUIPMENT By: Mike Battaglia and Jason Van Velsor BACKGROUND Proper

Recovery Best Practices By: Dan Tragresser When a unit trips or experiences an event, the

Risk and Cost Reduction in Real Time Jason Van Velsor, Matt Freeman, Ben Ruchte Installed

High Energy Piping Monitoring SI moves beyond the pilot application of a High Energy Piping

The Corporate Magazine (www.thecorporatemagazine.com) approached us recently to be featured in their “Top 20 Most

A CASE STUDY FROM THE FERMILAB LONG BASELINE FACILITY By: Keith Kubischta and Andy Coughlin,

TECHNOLOGY INNOVATION – THICK FILM SENSORS By: Jason Van Velsor and Robert Chambers The ability
ENGINEERING CRITICAL ASSESSMENT By: Pete Riccardella, Scott Riccardella and Chris Tipple The Structural Integrity Associates,