
News & Views, Volume 53 | Serviceability Assessment of an L-Grade Stainless Steel Pipe Fitting
By: Terry Totemeier
A client recently ordered a Type 316 stainless steel pipe coupling fitting for use in a high-pressure, high-temperature steam line operating at 1005°F. The fitting that was received was so-called dual grade Type 316/316L stainless steel. Given the limitations on using “L” grades of stainless steel at high temperatures, the client requested that SI perform a serviceability assessment for the fitting to determine if it could be safely used until the next scheduled outage when a replacement non-L grade fitting would be available.
 BACKGROUND
BACKGROUND
The fitting ordered was a ½” nominal diameter (NPS ½), 6000# (Class 6000) full coupling socket-welding fitting in accordance with the ASME B16.11 specification, material ASME SA-182 forging, Type 316 stainless steel (designated as F316 in SA-182). The fitting supplied was dual grade F316/316L material with a carbon content of 0.023% per the material test certificate. The designation of this material as “dual grade” means that it meets the requirements of both F316 and F316L material grades. This is possible because the chemical composition requirements of these two grades overlap, with the primary difference between them being carbon content. For F316 the carbon content is specified to be 0.08% maximum (no minimum), while for F316L the carbon content is specified to be 0.030% maximum. Therefore, material with carbon content less than 0.030% will meet the requirements for both grades. It is worth noting that the carbon content of “H” grade of 316 stainless steel (F316H per SA-182) is specified to be 0.04-0.10%. The H grade is intended for use at high temperatures.
The received fitting was installed in a main steam valve pressure equalizing line with a steam temperature/pressure of 2750 psia/1015°F at design conditions and 2520 psia/1005°F at operating conditions. The fitting was welded to Grade P11 pipe on one side and Grade P22 pipe on the other side. The applicable code was stated to be ASME BPVC Section I.
With a reported carbon content of less than 0.04%, the fitting is technically not permitted for use in ASME Section I construction above a temperature of 1000°F. Per the ASME Boiler and Pressure Vessel Code (BPVC) Section II, Part D, Table 1A, the allowable stresses for SA-182, F316 material are valid at or above 1000°F only when the carbon content is greater than 0.04% (Note G12). Per the same table, SA-182, F316L material is only permitted for use in Section I construction up to 850°F. The reason for this temperature limitation is that the long-term creep-rupture strength of Type 316 stainless steel with lower carbon content is reduced compared to material with higher carbon content because fewer carbides form during service to strengthen the grain boundaries. There are no other adverse impacts of the lower carbon content, e.g., on fatigue strength or oxidation resistance.
The short-term serviceability of the fitting with low carbon content was assessed by comparing bounding pressure stresses in the fitting with the reported creep-rupture strength for Type 316L material. Per the ASME B16.11 specification, Class 6000 socket-welding fittings are compatible with NPS Schedule 160 pipe, meaning that pressure stresses in the fitting will be less than those in Sch 160 pipe with minimum wall thickness according to ASME B36.10 (pipe dimension specification), in other words, the fitting will be at least as strong as the pipe.
ASSESSMENT
The dimensions of NPS ½, Schedule 160 pipe per the ASME B36.10 pipe specification are 0.84” outer diameter (OD), 0.165” minimum wall thickness (MWT). For an operating steam pressure of 2,520 psi, the reference hoop stress per the equation in ASME BPVC Section I, Appendix A-317 is 5.05 ksi. Per the general design guidance in ASME B16.11 (Section 2.1.1) the pressure stresses in the fitting must be less than this.
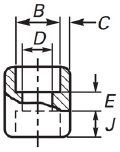
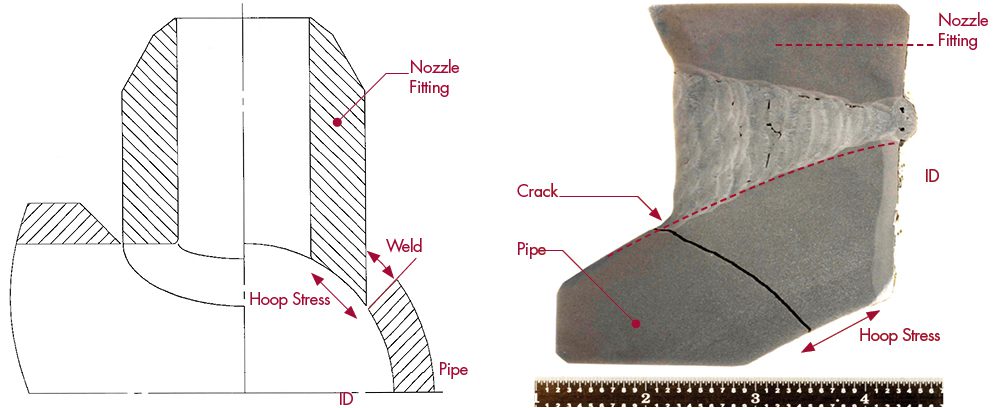
Figure 1. Schematic diagram for a socket-welding coupling fitting. Per ASME B16.11, an NPS ½, Class 6000 fitting has relevant dimensions B = 0.875” maximum, C = 0.204” minimum, and D = 0.434” minimum.
Since the fitting in question is cylindrical, comparative hoop stresses can also be calculated from dimensions given in ASME B16.11, although these may not be exact due to the varied wall thickness in the fitting. According to Table I-1 of ASME B16.11, the central body of the fitting is 1.283” OD and 0.395” MWT (Figure 1). The reference hoop stress calculated using the A-317 equation at 2,520 psi stream pressure and these dimensions is 2.63 ksi, considerably less than 5.05 ksi. In the female socket ends of the fitting, the OD is also 1.283”, but the minimum wall thickness is 0.204”, leading to a calculated reference hoop pressure stress of 6.58 ksi. Note that the actual stresses in the socket ends will be much less than this because the pipe will be inserted and welded into the socket, taking up the pressure loading, but the calculated stress can be taken as a bounding value.
Creep-rupture strengths for Type 316L stainless steel have been reported in ASTM Data Series DS 5S2 publication, “An Evaluation of the Yield, Tensile, Creep, and Rupture Strengths of Wrought 304, 316, 321, and 347 Stainless Steels at Elevated Temperatures” (ASTM, 1969). According to Table 7 in this report, the average 10,000 hour creep-rupture strengths for Type 316L at 1000°F and 1050°F are 34.5 and 25 ksi, respectively. Minimum creep-rupture strengths are typically taken as 80% of the average strength, so the inferred minimum strengths at 1000°F and 1050°F are 27.6 and 20 ksi, respectively.
The reported 10,000 hour creep-rupture strengths in the temperature range of interest are more than twice the calculated bounding pressure stresses in the fitting, so it was judged that there is very little risk of failure of the fitting by creep-rupture in the next 10,000 hours of service.
This result is unsurprising since the 1005°F is barely into the creep range for Type 316 regardless of carbon content. The carbon content effects become more pronounced at higher temperatures (approximately 1100°F and above).
CONCLUSION
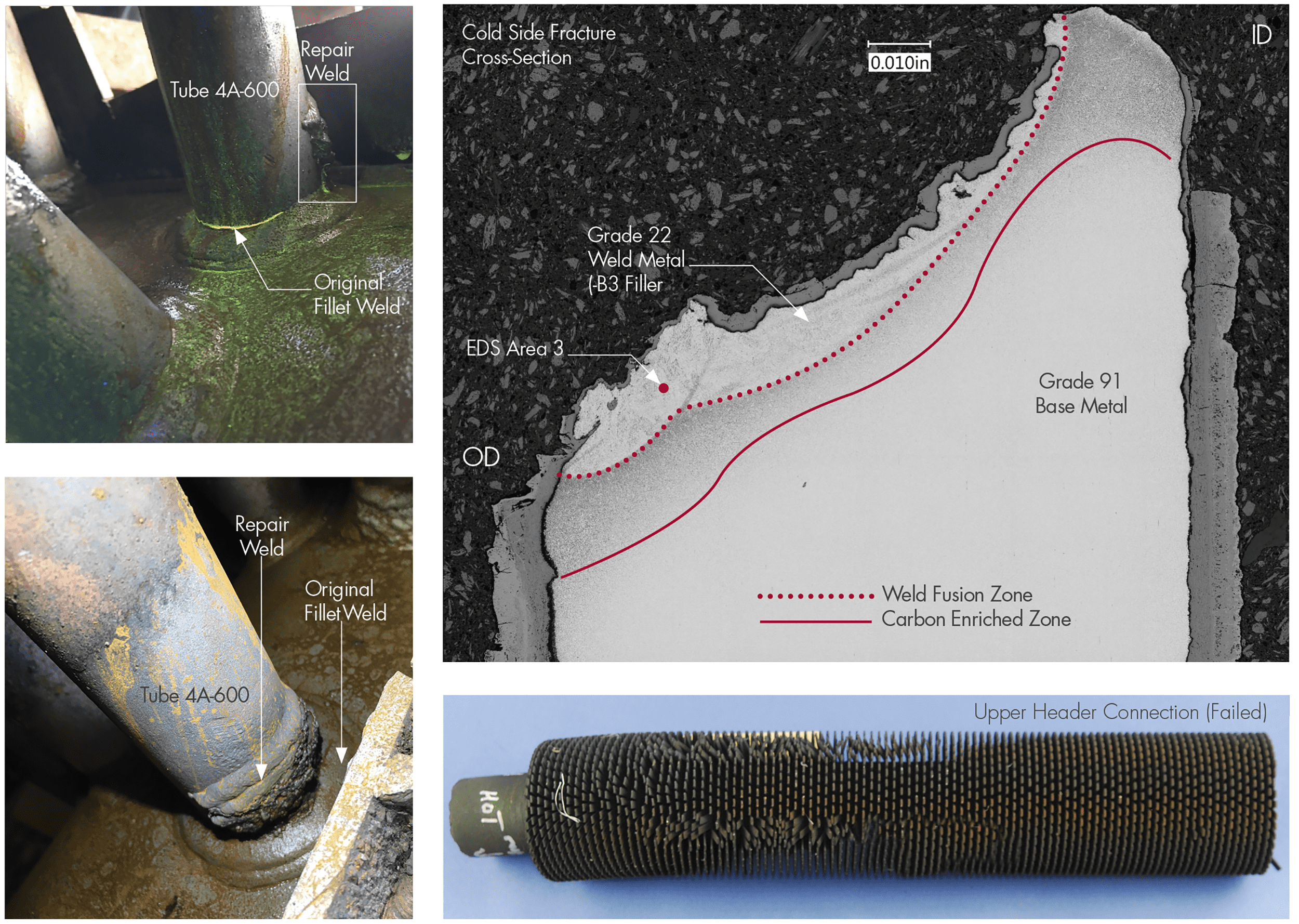
Based on the above assessment, it was SI’s opinion that the Type 316L fitting with carbon content less than 0.03% was suitable for a limited period of service (less than 10,000 hours) until it can be replaced. Given that the fitting is reportedly welded to low-alloy steel pipe on either side, SI also recommended that a Grade 22 (2.25Cr-1Mo) low-alloy steel fitting be considered as a replacement, which would eliminate dissimilar metal welds (DMWs) between the fitting and pipes. DMWs are prone to premature failure due to thermal fatigue, weld fusion line cracking, and decarburization of the ferritic material. This voluntary recommendation made by SI, was not part of the original scope of work, but may have been just as critical a finding as it shed light upon a failure risk previously unknown by the client.


 BASIS FOR MONITORING
BASIS FOR MONITORING

 SI has successfully implemented the initial application of an integrated monitoring solution that provides insight into damage evolution and operational risk using real-time data and automated engineering intelligence. This solution will assist in the optimization of maintenance activities and downtime, helping utilities get the most out of their O&M budgets. “This is a decisive step toward a more modern asset management approach that will lower O&M cost for our clients,” said Steve Gressler, Vice President, SI Energy Services Group, a division of Structural Integrity Associates, Inc. (SI) focused on power plant asset integrity.
SI has successfully implemented the initial application of an integrated monitoring solution that provides insight into damage evolution and operational risk using real-time data and automated engineering intelligence. This solution will assist in the optimization of maintenance activities and downtime, helping utilities get the most out of their O&M budgets. “This is a decisive step toward a more modern asset management approach that will lower O&M cost for our clients,” said Steve Gressler, Vice President, SI Energy Services Group, a division of Structural Integrity Associates, Inc. (SI) focused on power plant asset integrity.

 By: Wendy Weiss
By: Wendy Weiss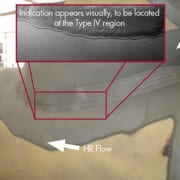


 By: Jason Van Velsor, Matt Freeman and Ben Ruchte
By: Jason Van Velsor, Matt Freeman and Ben Ruchte
 By: Ben Ruchte and Kane Riggenbach
By: Ben Ruchte and Kane Riggenbach


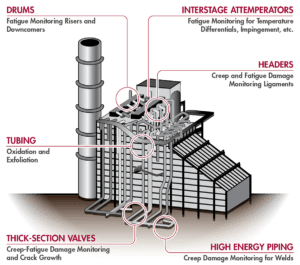
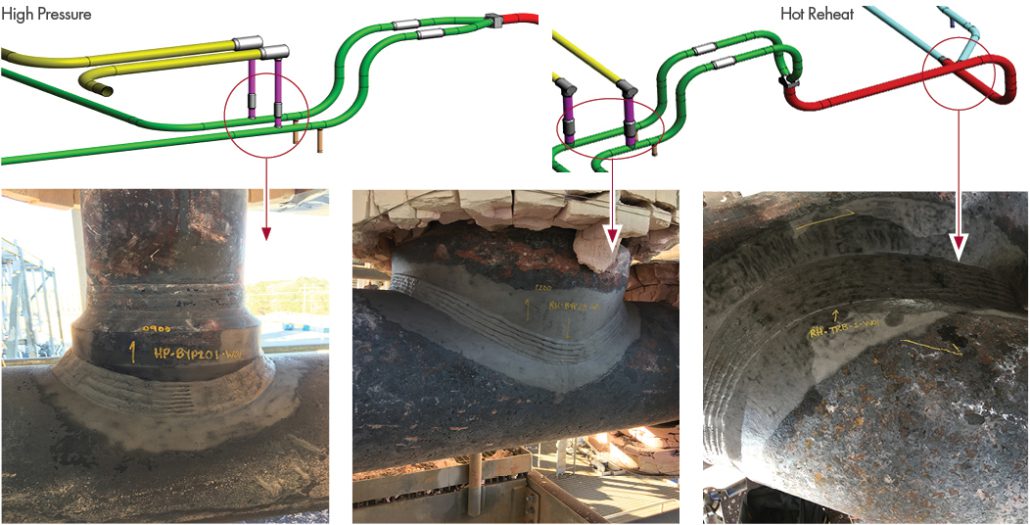
 High Energy Piping systems, including main steam and hot reheat piping, are typically very reliable and can often operate trouble-free for decades.
High Energy Piping systems, including main steam and hot reheat piping, are typically very reliable and can often operate trouble-free for decades.

