Application of Probabilistic Flaw Tolerance Evaluation Optimizing NDE Inspection Requirements
By: Christopher Lohse There have been several industry initiatives to support optimization of examination requirements

By: Christopher Lohse There have been several industry initiatives to support optimization of examination requirements

By: Jacob Arroyo You’ve just completed the first in-line inspection (ILI) of a new pipeline
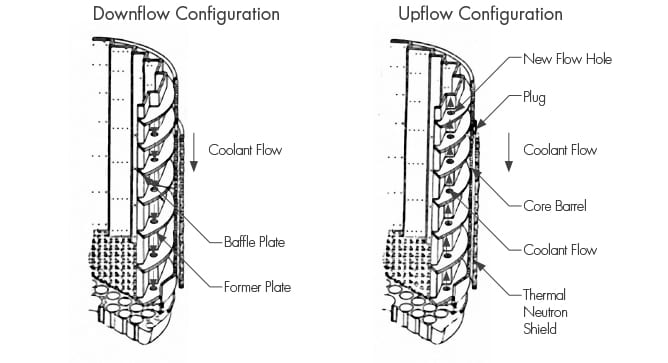
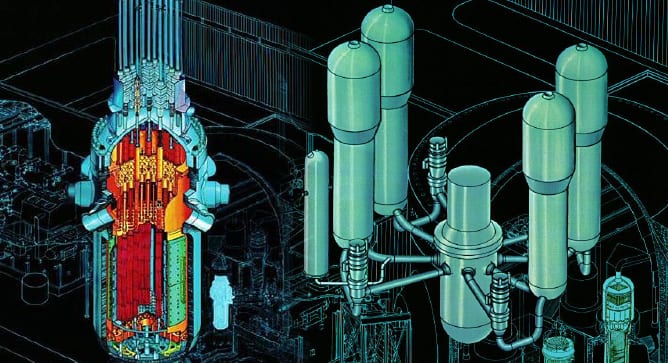
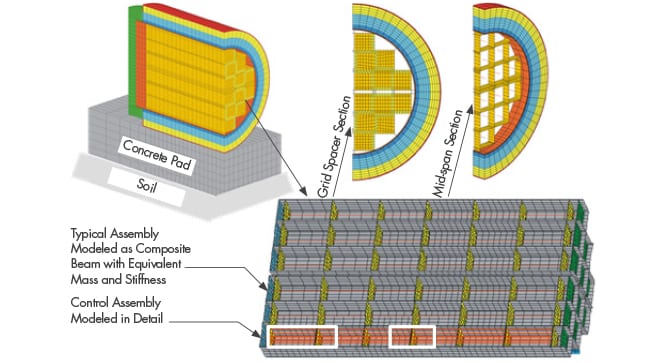
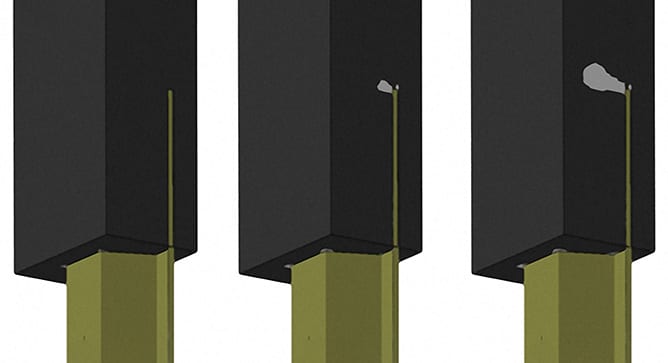
By: Tim Griesbach and For the past several years baffle-former bolt (BFB) cracking in pressurized

By: Jonnathan Warwick, Terry Totemeier, and Brian Chambers, Duke Energy Longitudinal seam-welded hot-reheat steam piping

By: David Segletes and Dan Peters One of the strengths of the Structural Integrity Associates

By: Jason Van Velsor, Roger Royer, and Eric Houston Structural Integrity recently had the opportunity
By: Bill Lyon Structural Integrity Associates is participating in a Department of Energy (DOE) Integrated
By: Eric Kjolsing and Dan Parker In 2018, Structural Integrity Associates, Inc. (SI) supported the
By: Terry Totemeier Grade 23 is a creep strength enhanced ferritic (CSEF) steel that was

By: Andy Coughlin TRU Compliance, a division of Structural Integrity Associates, announced in March the