‘SI is proud to have SI Expert and Senior Associate, Dr. Barry Dooley presenting at the HRSG Forum on August 19that 11 am (EST).
TOPIC: Introduction to the Key Cycle Chemistry Features for HRSG Reliability
The basic rules for providing optimum cycle chemistry control for HRSGs will be outlined. The latest statistics from over 100 HRSG plants worldwide will show how the lack of basic cycle chemistry controls leads to the major failure/damage mechanisms. The following two presentations will provide information on what is acceptable for the two top situations involving monitoring iron and continuous instrumentation.
Structural Integrity’s Own, Andy Coughlin published by American Society of Civil Engineers, ASCE
Andy Coughlin’s work has been published in the ASCE Structural Design for Physical Security: State of the Practice. The Task Committee on Structural Design prepared the publication for Physical Security of the Blast, Shock, and Impact Committee of the Dynamic Effects Technical Administration Committee of the Structural Engineering Institute of ASCE. Andy wrote Chapter 10 on Testing and Certification for Physical Security and assisted on several other chapters.
Structural Design for Physical Security, MOP 142, provides an overview of the typical design considerations encountered in new construction and renovation of facilities for physical security. The constant change in threat tactics and types has led to the need for physical security designs that account for these new considerations and anticipate the environment of the future, with flexibility and adaptability being priorities. This Manual of Practice serves as a replacement for the 1999 technical report Structural Design for Physical Security: State of the Practice and is intended to provide a roadmap for designers and engineers involved in physical security. It contains references to other books, standards, and research.
Topics include
Threat determination and available assessment and criteria documents,
Methods by which structural loadings are derived for the determined threats,
Function and selection of structural systems,
Design of structural components,
Function and selection of window and facade components,
Specific considerations for retrofitting structures,
Testing methodologies, and
Bridge security.
This book will be a valuable resource to structural engineers and design professionals involved with projects that have physical security concerns related to explosive, ballistic, forced entry, and hostile vehicle threats.
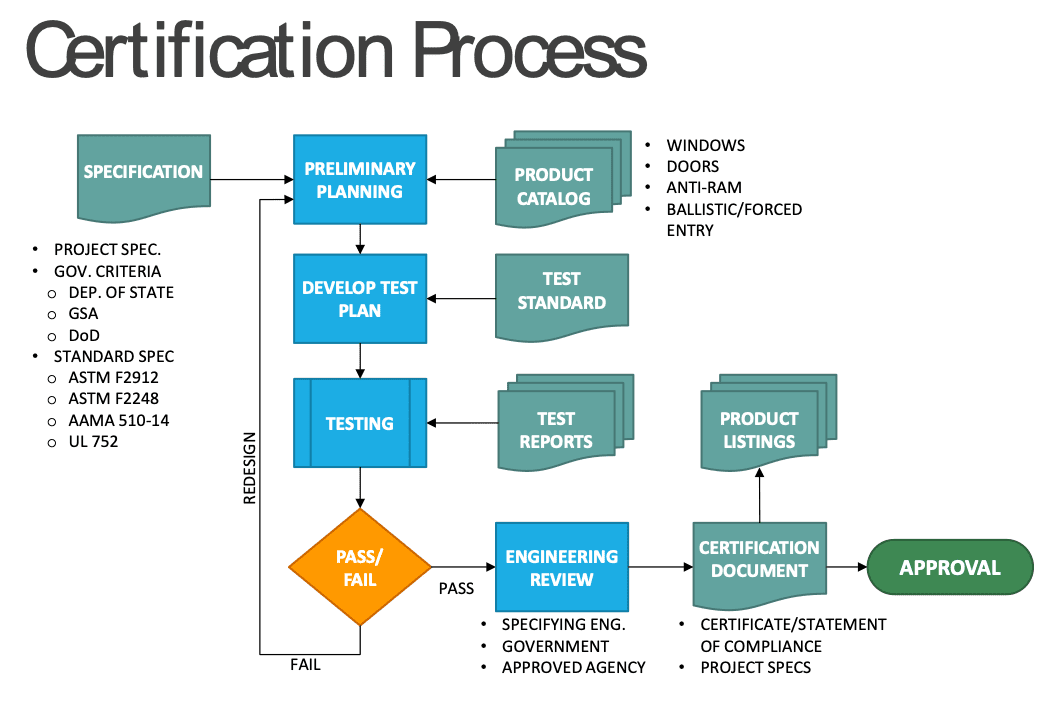
Of particular note is the publication of the process by which products can be tested and certified to achieve physical security performance in blast, ballistics, forced entry, and vehicle impact. Often unclear or overly specific requirements hamper the application of quality products which protect people and assets from attack. The certification process below shows how approved agencies, like SI’s TRU Compliance, play a role in testing, evaluating, and selecting products for use in critical physical security applications, rather than relying solely on the claims of the manufacturers. TRU’s certification program is the first of its kind to receive IAS Accreditation for the certification of physical security products.
https://www.structint.com/wp-content/uploads/2021/08/American-Society-of-Civil-Engineers-ASCE-Featured-Image.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2021-08-13 14:38:512021-10-04 18:09:26Structural Design for Physical Security
By: Daniel Peters (SI) and Thomas Pastor (HSB Global Inspection & Engineering Services)
A recent news story reported:
Hydrogen initiatives are accelerating globally.
200+ large-scale projects have been announced across the value chain, with a total value exceeding $300 billion
30+ countries have national hydrogen strategies in place, and public funding is growing
Anyone who is following climate change issues and the expansion of the use of renewable energy would have seen the subject hydrogen popping up all over the place. Just do a Google search using the following words “hydrogen renewable energy climate change” and dozens of links will be displayed promoting the use of green or renewable hydrogen, made from the electrolysis of water powered by solar or wind, as indispensable in achieving climate neutrality.
https://www.structint.com/wp-content/uploads/2021/07/Whats-All-the-Buzz-About-Hydrogen-News-and-Views-Volume-50-POST.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2021-07-01 15:28:352021-09-03 12:57:35News and Views, Volume 50 | What’s All the Buzz About Hydrogen!
The goal was to determine whether the frequency of current inspection requirements was justified or could be optimized (i.e., increase the interval of certain inspections to devote more attention to higher-value inspections and thereby maximize overall plant safety).
Executive Summary Welds and similar components in nuclear power plants are subjected to periodic examination under ASME Code, Section XI.Typically, examinations are performed during every ten-year inspection interval using volumetric examination techniques, or a combination of volumetric and surface examination techniques.Nuclear plants worldwide have performed numerous such inspections over plant history with few service induced flaws identified.
SI was selected by the Electric Power Research Institute (EPRI) to review the technical bases for the inspection intervals for select components.The goal was to determine whether the frequency of current inspection requirements was justified or could be optimized (i.e., increase the interval of certain inspections to devote more attention to higher-value inspections and thereby maximize overall plant safety.)
An inspection interval review takes into consideration industry operating experience (OE), operating history and previous inspection data.Many of the components / welds are difficult to access (require scaffolding and removing insulation), require manual techniques of inspection, and are typically in high radiological dose areas.The inspections can also have significant impact to outage duration.Reducing the frequency of inspections has the potential for time and cost savings during outages and reduces the radiation exposure to plant personnel.From the inspection interval review, one utility noted that increasing the inspection interval for steam generator nozzle welds from 10 years to 30 years would save over $600,000 of inspection and supporting activity costs over a 60-year licensed period of operation.Actual savings for a given plant are situation-dependent, although the potential for significant Operations and Maintenance (O&M) savings exists.
Background
To identify which components and inspection requirements were most suitable for optimization, EPRI performed an initial scoping investigation to collect the following information:
The original bases for the examinations, if any;
Applicable degradation mechanisms, and the potential to mitigate any potential damage associated with each mechanism;
Operating experience, examination data, and examination results, e.g., fleet experience;
Previous relief requests submitted to regulators;
Industry guidance documents that replace or complement ASME Code requirements;
Redundancy of inspections caused by other industry materials initiatives and activities (e.g., Boiling Water Reactor Vessel and Internals Project (BWRVIP), Materials Reliability Program (MRP), etc.); and
Existing ASME Code Cases that provide alternatives to existing ASME Code inspection requirements and their bases.
After compilation and review of the information collected, EPRI and their members determined that the inspection requirements for the following components were among the most suitable for optimization:
Pressurized water reactor (PWR) steam generator shell and nozzle welds and nozzle inside radius sections;
PWR pressurizer shell and nozzle welds; and
Boiling water reactor (BWR) heat exchanger shell and nozzle welds and nozzle inside radius sections.
Once the components were identified, EPRI contracted with SI to support development of the technical bases to optimize the related inspections.These evaluations are documented in the following four EPRI reports, all of which are publicly available for download at www.epri.com:
Technical Bases for Inspection Requirements for PWR Steam Generator Feedwater and Main Steam Nozzle-to-Shell Welds and Nozzle Inside Radius Sections, EPRI, Palo Alto, CA: 2019. 3002014590.
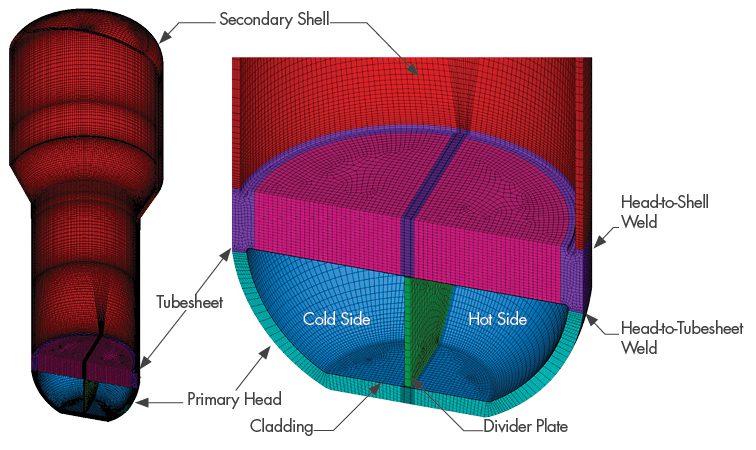
Technical Bases for Inspection Requirements for PWR Steam Generator Class 1 Nozzle-to-Vessel Welds and Class 2 Vessel Head, Shell, Tubesheet-to-Head, and Tubesheet-to-Shell Welds, EPRI, Palo Alto, CA: 2019. 3002015906.
Technical Bases for Inspection Requirements for PWR Pressurizer Head, Shell-to-Head, and Nozzle-to-Vessel Welds, EPRI, Palo Alto, CA: 2019. 3002015905.
Technical Bases for Examination Requirements for Class 2 BWR Heat Exchanger Nozzle-to-Shell Welds; Nozzle Inside Radius Sections; and Vessel Head, Shell, and Tubesheet-to-Shell Welds, EPRI, Palo Alto, CA: 2020. 3002018473.
Why It Matters
Recent efforts in the nuclear industry include a focus on reducing the cost of generating electricity to make nuclear more competitive with other sources (natural gas, etc.).A major component of these efforts is a targeted reduction of plant O&M costs, while ensuring that there is no detrimental impact on plant safety.Reducing low-value (i.e., low-risk, high-cost) inspections allows plant resources to be devoted to higher value activities (e.g., preventative maintenance).This is one benefit of employing risk-informed approaches.
The industry (in conjunction with EPRI, SI, and others) has shown a great deal of interest in employing risk-informed approaches where appropriate.Such efforts include (but are not limited to):
Extremely Low Probability of Rupture (xLPR)
ASME Code Case N-702 (alternative requirements for BWR nozzle inner radius and nozzle-to-shell welds)
ASME Code Case N-711 (volume of primary interest)
ASME Code Case N-716-1 (streamlined risk-informed inservice inspection)
ASME Code Case N-752 (risk-informed repair / replacement)
ASME Code Case N-770-6 (cold leg piping dissimilar metal butt weld inspection)
ASME Code Case N-864 (reactor vessel threads in flange examinations)
ASME Code Case N-885 (alternative requirements for interior of reactor vessel, welded core support structures and interior attachments to reactor vessels, and removable core support structures)
ASME Code Case N-[xxx] (alternative requirements for pressure-retaining bolting greater than 2 inches in diameter)
10CFR50.69 (risk-informed categorization and treatment of systems, structures, and components)
The inspection optimization approach discussed here is congruent with these other approaches, as it uses probabilistic and risk insights to help plants to prioritize inspection and maintenance activities on those components most significant to plant safety.
How It’s Done
In the four EPRI reports cited above, the technical basis for increasing the interval of components inspections included the following steps:
Review of previous related projects
Review of inspection history and examination effectiveness
Survey of components and selection of representative components for analysis
Evaluation of potential degradation mechanisms
Component stress analysis
Once the above steps were completed, components are subjected to Deterministic and Probabilistic Fracture Mechanics Evaluations.The DFM and PFM approaches used in the EPRI reports are based on methods used in previous inspection optimization projects, and involved either an increase in examination interval, a reduction in examination scope, or both.The DFM evaluations were performed using bounding inputs to determine the length of acceptable component operability with a postulated flaw.The results of the DFM investigation were also to determine the critical stress paths for consideration in the PFM analyses.The results of the DFM evaluations concluded that all selected components are very flaw tolerant, with the capability of operating with a postulated flaw for more than 80 years.
PFM evaluations were performed to demonstrate the reliability of each selected component assuming various inspection scenarios (e.g., preservice inspection (PSI) only, PSI followed by 10-year in-service inspections (ISI), etc.).Monte Carlo probabilistic analysis techniques were used to determine the effect of randomized inputs and various inspection scenarios on the probabilities of rupture and leakage for the selected components.Sensitivity studies are performed to investigate possible variation in the various input parameters to establish the key parameters that most influence the results.
For each component, probabilities of rupture and leakage were determined for the limiting stress paths in each selected component for a variety of inspection scenarios.The results of the PFM evaluations demonstrated that the NRC acceptance criteria of 1.0E-6 for both probabilities of rupture and leakage could be maintained for all components for inspection intervals longer than the 10-year intervals defined in Section XI of the ASME Code.Therefore, the results demonstrate that examinations for the selected components can be extended beyond current the ASME Code-defined interval; in some cases, they can be extended out to the end of the current licensed operating period (at least 30 years for most plants).
Why Structural Integrity
SI is the primary author of the four EPRI Reports cited above (3002014590, 3002015906, 3002015905 and 3002018473).The inspection optimization projects have provided SI with the opportunity to use its experience in structural reliability to develop a customized PFM software tool named PROMISE (PRobablistic OptiMization of InSpEction), which was used to optimize the inspection schedules for various plant components.The PROMISE software implemented a probabilistic model of fatigue crack growth using linear elastic fracture mechanics (LEFM) methods, consistent with ASME code, Section XI flaw evaluation procedures.
The software was developed, verified & validated (V&V), and tested under the provisions of a 10 CFR 50, Appendix B Nuclear Quality Assurance Program.This tool is based on other, similar previous software codes, and it can be used for similar applications in the nuclear industry where a rigorous technical basis is required to optimize inspection schedules for high-reliability components involving significant outage impact.In 2020, the NRC staff conducted an audit of PROMISE.According to the conclusion of the audit report (ML20258A002), the NRC staff gained a better understanding of how PFM principles were implemented in PROMISE and of the V&V on the software.
In addition to the software audit, SI has supported EPRI and industry in developing responses to NRC requests for additional information (RAIs) for the pilot plant submittals for all four EPRI Reports.This experience has given SI a great deal of understanding regarding the most efficient and effective way to preemptively address potential NRC concerns in future plant-specific submittals.
How It Would Work For You
For plant owners to use the technical bases established by this work to obtain relief for their plant, they must demonstrate that the representative geometries, materials, and loading conditions used for the selected components bound their plant-specific information.Based on this analysis, the EPRI Reports provide criteria for each component regarding the component configuration, component dimensions, component materials, applicable transient loadings, and other relevant parameters that must be satisfied on a plant-specific basis.If all criteria are satisfied on a plant-specific basis for a given component, the results of the investigation can be used for the plant as the technical basis to establish revised inspection schedules for that component.If any criteria are not satisfied, then plant-specific analysis is required to address any unbounded conditions.SI can provide support in several areas, including:
Since the technical basis in the EPRI Reports used generic plant configurations, some plant configurations were not included in the analysis.SI can also support efforts by plants with such configurations to determine whether they are bounded by the criteria of the EPRI Reports.
Evaluation of plant-specific parameters against report criteria to determine whether a given plant configuration is bounded
Performing plant-specific analysis (e.g., component stress analysis, DFM and PFM, etc.) required to address any unbounded conditions
Supporting development of the relief request to proactively address known NRC areas of concern
Supporting development of responses to any NRC requests for additional information
Plant Experience To Date
The first plant-specific submittal was made by a U.S. two-unit PWR site in December 2019 based on EPRI Report 3002014590, requesting an inspection alternative to current ASME Code, Section XI examination requirements for steam generator main steam and feedwater nozzle-to-shell weld and inner radii examinations.The alternative requests an increase in the inspection interval for these items from 10 to 30 years.The safety evaluation report (SER) for this alternative was received from the NRC in January 2021.
The first plant-specific submittal was made by a U.S. PWR site in December 2019 based on EPRI Report 3002015906, requesting an inspection alternative to current ASME Code, Section XI examination requirements for steam generator Class 1 nozzle-to-vessel welds and Class 2 vessel head, shell, tubesheet-to-head, and tubesheet-to-shell welds.The alternative requests an increase in the inspection interval for these items from 10 to 30 years.RAIs for this alternative were received from the NRC in February 2021.SI supported development of the RAI responses.
The first plant-specific submittal was made by a U.S. two-unit PWR site in December 2019 based on EPRI Report 3002015905, requesting an inspection alternative to current ASME Code, Section XI examination requirements for Pressurizer Head, Shell-to-Head, and Nozzle-to-Vessel Welds.The alternative requests an increase in the inspection frequency for these items from 10 to 30 years.RAIs for this alternative were received from the NRC in February 2021.SI supported development of the RAI responses.
The first plant-specific submittal was made by a U.S. two-unit BWR site in December 2019 based on EPRI Report 3002018473, requesting an inspection alternative to current ASME Code, Section XI examination requirements for Class 2 BWR heat exchanger nozzle-to-shell welds; nozzle inside radius sections; and vessel head, shell, and tubesheet-to-shell welds.The alternative requests an increase in the inspection interval for these items from 10 years to the end of the plant’s current operating license.RAIs for this alternative were received from the NRC in February 2021.SI supported development of the RAI responses.
Conclusion
Inspection optimization offers the opportunity to reallocate plant resources to higher value activities.In a highly competitive electricity market, the work here has shown opportunity exists to improve O&M costs and maintain safety through effective analysis.
SI brings to bear the prior experience in developing the methodology with EPRI, proprietary NQA-1 verified software, and decades of industry credibility to support all aspects of the efforts required to institute a program of inspection optimization.
Soot blower erosion (SBE) is caused by mechanical removal of tube material due to the impingement on the tube wall of particles entrained in the “wet” blower steam. As the erosion becomes more severe, the tube wall thickness is reduced and eventually internal pressure causes the tube rupture.
Mechanism
SBE is due to the loss of tube material caused by the impingement of ash particles entrained in the blowing steam on the tube OD surface.In addition to the direct loss of material by the mechanical erosion, SBE also removes the protective fireside oxide. (Where the erosion only affects the protective oxide layer on the fireside surface, the damage is more properly characterized as erosion-corrosion.) Due to the parabolic nature of the oxidation process, the fireside oxidation rate of the freshly exposed metal is increased. The rate of damage caused by the steam is related to the velocity and physical properties of the ash, the velocity of the particles and the approach or impact angle. While the damage sustained by the tube is a function of its resistance to erosion, its composition, and its operating temperature, the properties of the impinging particles are more influential in determining the rate of wall loss.
Tubing in conventional boilers and heat-recovery steam generators (HRSGs) can be subject to various damage mechanisms.Under-deposit corrosion (UDC) mechanisms have wreaked havoc on conventional units for the past 40-50 years and have similarly worked their way into the more prevalent combined cycle facilities that employ HRSGs.Water chemistry, various operational transients, extended outage periods, etc. all play a detrimental role with regards to damage development (UDC, flow-accelerated corrosion, pitting, etc.).
Fabricated branch connections represent a common industry issue in combined cycle plants. Many are vulnerable to early damage development and have experienced failures.Despite these challenges, a well-engineered approach exists to ensure that the baseline condition is fully documented and a life management plan is put in place to help reduce the overall risk to personnel and to help improve plant reliability.
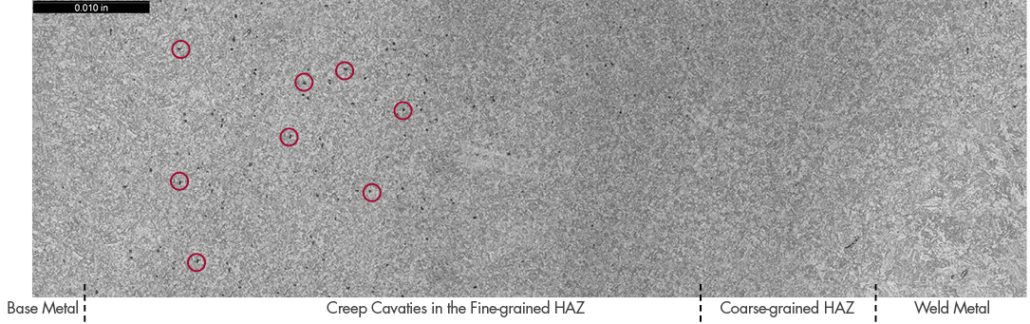
Fabricated branch connections between large bore pipes (including headers and manifolds) are often fabricated with a reinforced branch commonly in the form of a “catalogue” (standard size) fitting, such as an ‘o-let’. These are more prevalent in today’s combined cycle environment as compared to conventional units that used forged blocks or nozzles rather than welded-on, integrally reinforced pipe fittings. The fittings are typically thicker than the pipes in which they are installed to provide compensating reinforcement for the piping run penetration. Full reinforcement is often not achieved as the current Code requirements place all of the reinforcement on the branch side of the weld joint.As a result,higher sustained stresses are generated and, particularly in the case of creep strength enhanced ferritic (CSEF) steels, early formation creep cracking in the weld heat-affected zone (HAZ) can occur (known as Type IV damage – see Figure 1). The well documented challenges of incorrect heat treatment of the o-let weld can also add to the likelihood of damage in CSEF components.Damage is therefore most likely to occur in fabricated branches that operate with temperatures in the creep range.
Figure 1. Examples of cavities located within the fine-grained HAZ (a few of the cavities are highlighted in red).
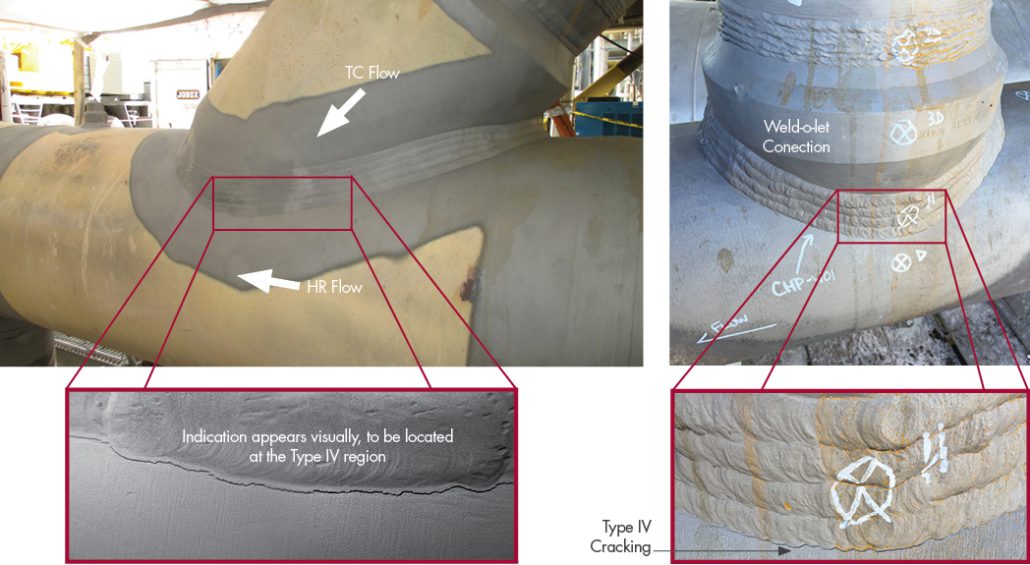
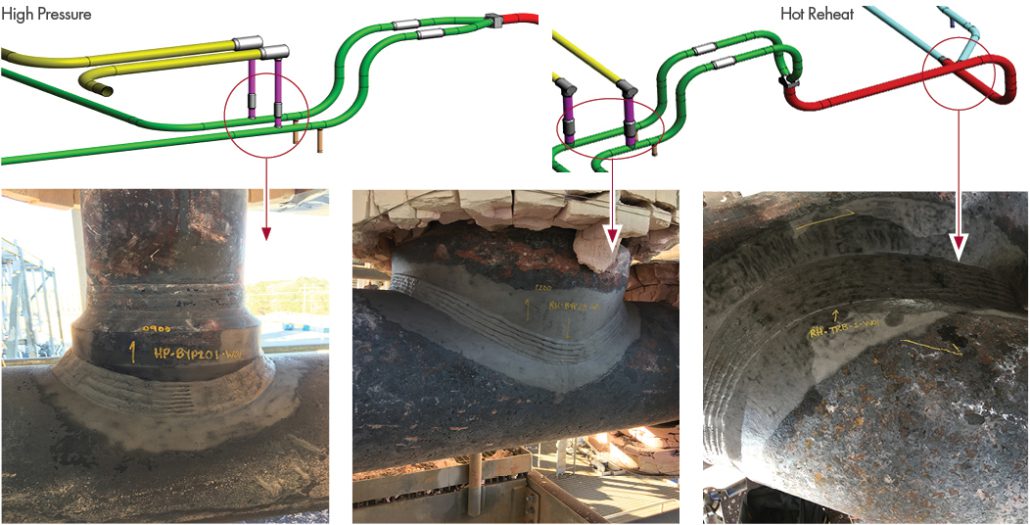
Damage is primarily in the form of creep cracking at the toe of the weld on the main run side of the connection (flank position), as shown in Figure 2. The susceptibility to damage early in life (in some cases, before 50,000 hours of service) has been widely reported. As early as 2008, a warning was issued by an architect engineering (AE) company to advise on the known problems. Despite that warning, use of these fittings with their associated inadequacies remains prevalent.
Figure 2. Example of cracking along the flank positions of o-let connections.
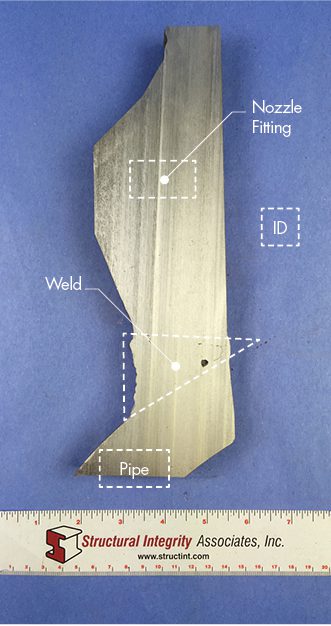
Figure 3. Example of a cross-section through a weld-o-let showing the small size of the weld compared to the thickest part of the nozzle fitting.
Several key factors contribute to early damage development for these components:
Temperature – Most combined cycle plants operate near the 1,040-1,050°F range, which increases the susceptibility to creep damage in Grade 91 HAZs.Some combined cycle plants operate at much lower temperatures (1,005-1,030°F), which can result in a marked increase in the cross-weld strength.
Geometry – Experience has shown that the size of the branch relative to the main run of piping can have a pronounced effect on the damage vulnerability.The larger the opening the more reinforcement that is needed at the weld joint.Current coderequirements place all of the reinforcement on the branch side of the fitting.The amount of required integral reinforcement is defined only by consideration of the crotch location, not the flank location.This is a known limitation of the code which in many cases leaves the flank location with insufficient strength.Figure 3 shows an example of this with a cross-section through a weld-o-let where the small size of the weld compared to the thickest part of the nozzle fitting is evident. SI has performed detailed calculations of these types of cases and found that local stresses at the weld exceeded the allowable stress, even without consideration of weld strength reduction factors (WSRFs).The use of Grade 91 has highlighted this code deficiency both because of the weakness of the fine-grained HAZ in Grade 91 and because of its greater stress sensitivity (higher stress exponent) compared to common low-alloy steels.
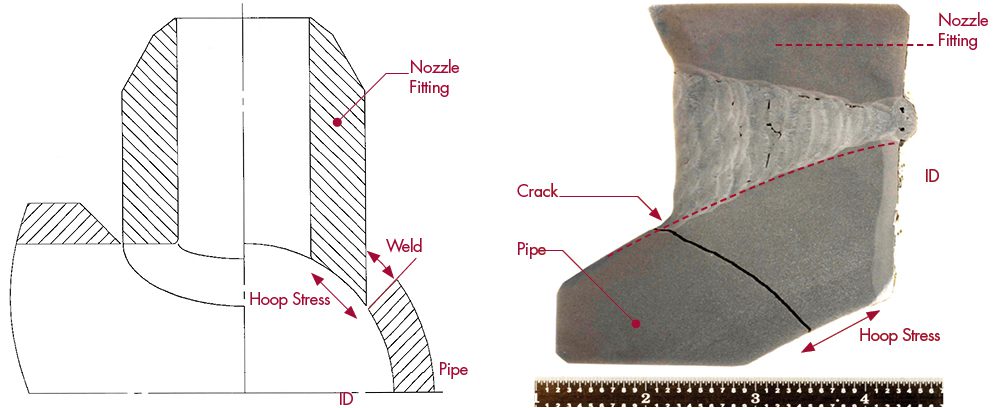
Figure 4. Example of ‘set-through’ left and ‘set-on’ right fabricated connection configurations that shows the orientation of the HAZ (red dashed lines) compared to the hoop stress.
It is also important to mention the various styles of welded configurations (Figure 4):
‘Set-on’ represents a more standard o-let connection where the HAZ of the saddle weld follows the OD of the main run pipe and is oriented parallel to the internal hoop stress from pressure.
‘Set-through’ is less common and has mostly been associated with HRSG-supplied piping.In this configuration, the HAZ of the saddle weld traverses through the thickness of the main run pipe and is oriented mostly normal to the internal hoop stress from pressure.
λ This can result in much more rapid damage propagation.
Figure 5. Example of common o-let locations within high energy piping (HEP) systems.
Chemistry – As defined by EPRI, select impurity or tramp elements in high enough concentrations can reduce the damage tolerance of Grade 91 material resulting in greater cavitation susceptibility.
Added System Loads – Damage can become non-uniform and develop more rapidly across the flank positions when malfunctioning supports are in the vicinity of these connections (e.g. bending).
Despite the numerous issues, there are several simple approaches to screen these connections:
Determine the piping systems that operate within the creep regime (typically high pressure/main steam, hot reheat, gas turbine transition cooling, etc.).
Review detailed isometrics on both the architect engineering (AE), HRSG-supplied, and turbine-supplied piping looking for specific junctions (see Figure 5).
Bypass take-offs
HRSG-to-HRSG connection points
Drains
Turbine lead splits
Link piping from HRSG-exit-to-collection manifolds
‘Golden ratio’ of branch OD/main run OD >0.5, where damage susceptibility increases as the ratio approaches 1 – SI has experience with damage development at ratios ≥0.5.
Verify materials of construction.The problem is intensified by the creep-weak nature of the Type IV location (fine-grained HAZ) in Grade 91 steel; however, low-alloy steels such as Grade 11 and Grade 22 are not immune.
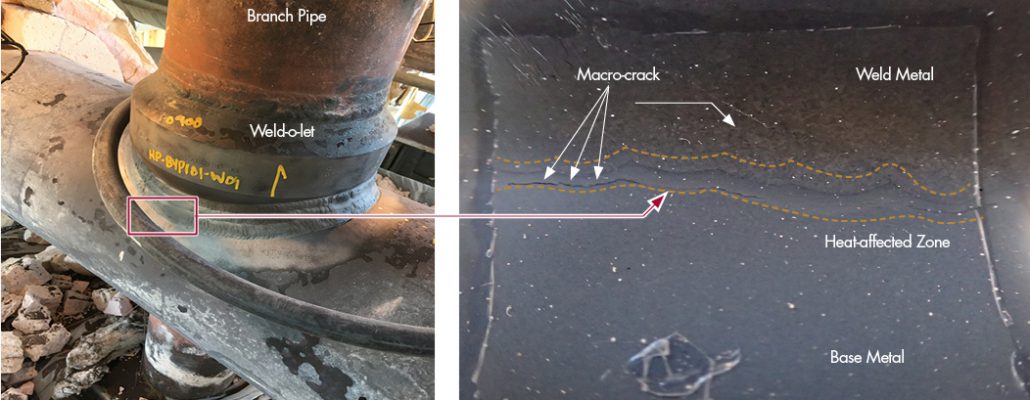
Figure 6. Example of a replication location at a flank position for a weld-o-let. A close-up of the replication site shows a macro-crack (red arrows) located within the Type IV zone (bound by the yellow lines).
If fabricated connections are identified, a baseline condition assessment through nondestructive examinations should be performed via several techniques:
Positive material identification (PMI) via X-ray fluorescence spectrometry (XRF) to assess general material compositions.
Ultrasonic wall thickness testing (UTT) to check thicknesses of the o-let, branch pipe, and main run pipe.
Wet fluorescent magnetic particle testing (WFMT) for identification of surface-connected defects.
Hardness testing of the surrounding area to detect possible anomalies from heat treating.
Metallurgical replication can be used to determine if creep cavities are present and should be performed at the main run pipe side toe at the flank locations on both sides of the connection (Figure 6).
Metal shavings can be collected from the main run of piping for a more detailed chemical analysis to determine if impurities or tramp elements are present at levels that could reduce the overall damage tolerance.
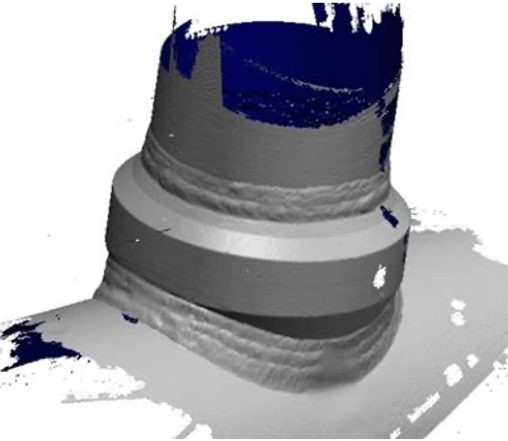
Laser surface profilometry (LSP) is a technique that can be used to capture a detailed 3D model of a component for an accurate geometry for computational modeling.While this technique does not provide any quantitative data itself, it is very useful in analytical techniques to determine potential geometric constraints that could result in additional sustained stresses on the component, which could significantly increase damage accumulation.
Figure 7. Example LSP rendering that can be used for finite element analyses.
Several steps can be considered to mitigate damage in these types of joints:
Weld build-up at the saddle, and in some cases the crown, can be applied to improve the strength of the connection.Finite element analysis, completed via the 3D model captured from the LSP scan (Figure 7), can be used to estimate the amount of weld build-up required to appropriately decrease stresses; however, the amount of weld buildup necessary is very often impractically large.
Replacing (or specifying) fabricated joints with forged fittings (Figure 8), which eliminates welding at the branch connection and provides a more balanced reinforcement, is the best method of dealing with these components.
Pipe support modifications to reduce bending and other system loads.
Re-normalizing and tempering the component after fabrication can minimize the detrimental effects of the HAZ and reduce the likelihood of Type IV cracking.
Figure 8. Example of a fully contoured, uniform forging that can eliminate these problematic saddle weld joints.
Summary
In summary, HEP systems should be globally reviewed to determine if these fabricated connections exist and to what level that they may pose a problem for safety and reliability of the plant.Once identified, a baseline condition assessment should be performed, and a life management plan should be implemented.Detailed engineering analyses that use models with the appropriate Grade 91 creep damage mechanics can be used to determine whether these components need true mitigation (repair/replacement) or if appropriate re-inspection intervals are a sufficient mitigation step.Consideration should also be given to assessing continuous operating data (temperatures and pressures) to help understand life consumption with actual operation.
Footnotes
(1) ASME B31.1 (requirements for integrally-reinforced branch fittings defined in Paragraph 127.4.8 and the associated Figure 127.4.8(E).Some requirements for the pressure design of such fittings are also provided in Paragraph 104.3.1 of ASME B31.1.
Installed sensors and continuous online monitoring are revolutionizing how power plants manage assets and risk by facilitating the transformation to condition-based maintenance routines. With access to near real-time data, condition assessments, and operating trends, operators have the opportunity to safely and intelligently reduce operations and maintenance costs and outage durations, maximize component lifecycles and uptime, and improve overall operating efficiency.
But not all data is created equal and determining what to monitor, where to monitor, selecting appropriate sensors, and determining data frequency are all critical decisions that impact data value. Furthermore, sensor procurement, installation services, data historian/storage, and data analysis are often provided by separate entities, which can lead to implementation challenges and disruptions to efficient data flow.
https://www.structint.com/wp-content/uploads/2021/05/News-Views-Volume-49-Attemperator-Monitoring-with-Wireless-Sensors-Risk-and-Cost-Reduction-in-Real-Time-1.jpg363668Structural Integrityhttps://www.structint.com/wp-content/uploads/2023/05/logo-name-4-930x191-1.pngStructural Integrity2021-04-20 12:09:442021-07-27 13:15:08News & Views, Volume 49 | Attemperator Monitoring with Wireless Sensors: Risk and Cost Reduction in Real Time
Our talented experts, using the latest technology and methods, deliver unmatched value, actionable information, and engineering knowledge for the management of your most critical assets.
Many of the penstocks used in the hydroelectric power industry have been in service for over 50 years.Often with older components, historical documents like, as-built drawings and proof of material composition no longer exist.This information is critical for inspection, repair and replacement decisions.SI has the expertise to assist hydro clients with everything from material verification, inspection, and fitness-for-service analysis to keep penstock assets in-service for many more years to come.
By: Scott Riccardella, Bruce Paskett, and Steven Biles
On October 1, 2019, the Pipeline and Hazardous Materials Safety Administration (PHMSA) published amendments to 49 CFR Parts 191 and 192 in the Federal Register, issuing Part 1 of the Gas Transmission Mega-Rule.This new regulation is commonly referred to as the Mega-Rule since it represents the most significant regulatory impact on gas transmission pipelines since the original Gas Transmission Integrity Management Program (TIMP) Regulation was issued in 2003
The original Notice of Proposed Rulemaking (NPRM) issued in April, 2016 was split into 3 Parts, with the first Part (Mega-Rule 1) including specific requirements to address congressional mandates in the 2012 Pipeline Safety Reauthorization, and other pipeline safety improvements, including:
Maximum Allowable Operating Pressure (MAOP) Reconfirmation (§192.624),
Material Verification (MV) (§192.607),
Engineering Critical Assessments for MAOP Reconfirmation (§192.632),
Analysis of Predicted Failure Pressure (§192.712),
Assessments Outside of High Consequence Areas (HCAs) (§192.710),
Additional Requirements to Evaluate Cyclic Fatigue (§192.917(e)(2)), and
Additional Analysis of Electric Resistance Welded (ERW) Seam Welds (§192.917(e)(4))
We may request cookies to be set on your device. We use cookies to let us know when you visit our websites, how you interact with us, to enrich your user experience, and to customize your relationship with our website.
Click on the different category headings to find out more. You can also change some of your preferences. Note that blocking some types of cookies may impact your experience on our websites and the services we are able to offer.
Essential Website Cookies
These cookies are strictly necessary to provide you with services available through our website and to use some of its features.
Because these cookies are strictly necessary to deliver the website, refusing them will have impact how our site functions. You always can block or delete cookies by changing your browser settings and force blocking all cookies on this website. But this will always prompt you to accept/refuse cookies when revisiting our site.
We fully respect if you want to refuse cookies but to avoid asking you again and again kindly allow us to store a cookie for that. You are free to opt out any time or opt in for other cookies to get a better experience. If you refuse cookies we will remove all set cookies in our domain.
We provide you with a list of stored cookies on your computer in our domain so you can check what we stored. Due to security reasons we are not able to show or modify cookies from other domains. You can check these in your browser security settings.
Google Analytics Cookies
These cookies collect information that is used either in aggregate form to help us understand how our website is being used or how effective our marketing campaigns are, or to help us customize our website and application for you in order to enhance your experience.
If you do not want that we track your visit to our site you can disable tracking in your browser here:
Other external services
We also use different external services like Google Webfonts, Google Maps, and external Video providers. Since these providers may collect personal data like your IP address we allow you to block them here. Please be aware that this might heavily reduce the functionality and appearance of our site. Changes will take effect once you reload the page.
Google Webfont Settings:
Google Map Settings:
Google reCaptcha Settings:
Vimeo and Youtube video embeds:
Other cookies
The following cookies are also needed - You can choose if you want to allow them:
Privacy Policy
You can read about our cookies and privacy settings in detail on our Privacy Policy Page.
 The basic rules for providing optimum cycle chemistry control for HRSGs will be outlined. The latest statistics from over 100 HRSG plants worldwide will show how the lack of basic cycle chemistry controls leads to the major failure/damage mechanisms. The following two presentations will provide information on what is acceptable for the two top situations involving monitoring iron and continuous instrumentation.
The basic rules for providing optimum cycle chemistry control for HRSGs will be outlined. The latest statistics from over 100 HRSG plants worldwide will show how the lack of basic cycle chemistry controls leads to the major failure/damage mechanisms. The following two presentations will provide information on what is acceptable for the two top situations involving monitoring iron and continuous instrumentation.



 By: Wendy Weiss
By: Wendy Weiss
 By: Jason Ven Velsor, Roger Royer, and Ben Ruchte
By: Jason Ven Velsor, Roger Royer, and Ben Ruchte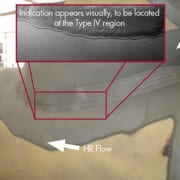


 By: Jason Van Velsor, Matt Freeman and Ben Ruchte
By: Jason Van Velsor, Matt Freeman and Ben Ruchte
 By: Jason Van Velsor and Jeff Milligan
By: Jason Van Velsor and Jeff Milligan
 By: Scott Riccardella, Bruce Paskett, and Steven Biles
By: Scott Riccardella, Bruce Paskett, and Steven Biles